






内容详情
一、齿面磨损原因分析:
1. 交变载荷作用
(1)变桨工况和叶片受载的基本特性
(2)齿面的受载工况和齿间润滑的基本特性
(3)变桨系统普遍具有工作负荷增加的基本趋势
2. 载荷冲击和过载
(1)工频启动特性对承载结构的冲击
(2)风机偏航和叶片变桨都具备载荷不均衡的基本特性
3.齿形受损后导致载荷偏置
4.脂润滑无法解决极压工况对齿面的损伤
5.风机工况恶化导致的齿面复杂受力
(1)变浆故障或桨叶不同步会导致偏航齿圈超载并交变承载折断齿轮
(2)机舱载荷偏置和偏航阻尼不均导致偏航齿面承载不均衡
(3)风切变和入流角较大会引起变桨系统载荷增加
二、齿面硬度分析:
不同深度硬度 值 | 硬度值1(HB) | 硬度值2(HB) | 硬度值3(HB) | 硬度值4(HB) | 硬度值5(HB) | 平均值(HB) |
表 面 | 597 | 597 | 597 | 603 | 601 | 599 |
0.5mm深度 | 548 | 551 | 528 | 535 | 613 | 555 |
1mm深度 | 449 | 460 | 479 | 461 | 441 | 458 |
1.5mm深度 | 361 | 367 | 377 | 373 | 371 | 369 |
结论:齿面硬度随深度呈梯度分布,应在磨损达适当深度时进行修复。
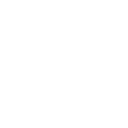
三、修复过程:

四、修复工艺特点
1.精准控制热输入量,避免齿圈热应力变形,避免轴承密封圈热损伤
2.无需任何形式热处理,避免火灾隐患
3.检测项目包含修复前后品质鉴定和过程检查
4.工艺过程安全可控,维修过程高效、安全









 京公网安备 11011202004203号
京公网安备 11011202004203号